一、前言
工業科技發達下,工具機須符合客戶工件多樣性需求以及各式生產條件,因此工具機穩定性要求持續提高,不論是工具機受內部機件或外在環境因素影響下之加工精度均需控制在一定範圍以符合加工製造需求。工具機加工誤差約40% ~ 70% 是由熱變位所造成,加工過程工具機各部件發熱經熱傳影響最終加工精度,因此高精密等級工具機多被要求設置於具環境溫控廠房內,以降低工具機受環境溫度變化影響造成結構溫升變形而產生加工精度誤差。
工具機長時間之加工穩定性為客戶重視之關鍵因素之一,因此工具機廠需瞭解機台溫度變化與熱變位之相關性,以評估機台熱變形下之加工精度。機台內部機件發熱主要是來自機台運轉與切削過程中所產生之熱量,機台運轉過程熱源包含:馬達、軸承與伺服進給系統等,而切削過程產生之熱量是由刀具與工件間相對運動與其所產生之切屑磨擦生熱。上述熱源均以傳導、對流或輻射方式改變機台各位置溫度,使結構熱脹冷縮造成工件與刀具相對位置改變而產生加工誤差。工具機熱變形對於加工精度之影響性極高,因此工具機技術發展重點在於如何有效控制機台熱變位以提升加工精度穩定性。
台中精機針對CNC 車床之熱變位議題開發智慧化機能技術 “車床熱變位補償STD 標準版”,考量整機各部件發熱與熱傳行為建立整機結構熱變位補償方程式,以軸向移動進行補償整機結構熱變位,除降低操作人員補正頻率外,並有效提升機台精度穩定性與整體效率。
二、車床熱變位補償STD 標準版機能
說明
車床熱變位補償STD 標準版機能針對廠內CNC 車床以電腦有限元素分析(FEM) 軟體模擬計算( 圖1),並搭配多組實機長時間熱變位量測數據與加工工件尺寸變化圖( 圖2)確認整機結構隨時間變化之熱變位方向與趨勢。
圖1、電腦有限元素分析之整機結構熱變位結果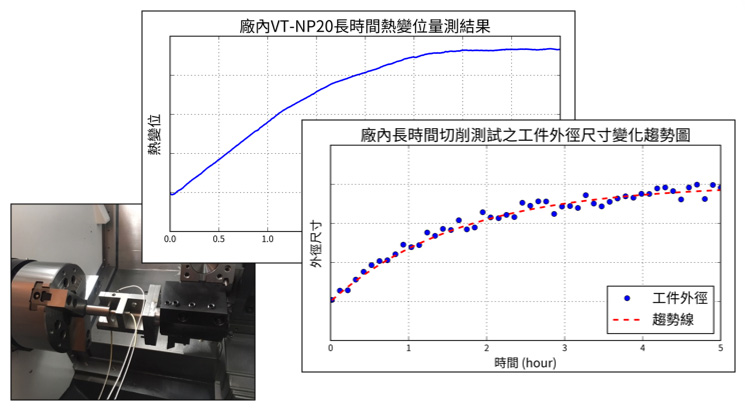
圖2、廠內CNC 車床長時間熱變位量測與切削測試結果
車床熱變位與切削工件尺寸變化結果如圖2 所示,結果顯示熱變位量測結果與外徑尺寸變化趨勢相近,說明刀具與工件間相對變位趨勢為兩者逐漸遠離,且可區分為暫態尺寸變化之第一階段 ( 前3 小時) 與穩態尺寸變化之第二階段 (3 小時後);第一階段主要為機台各部件,包含主軸、軸向等運動件發熱變形之暫態短時變位影響,使加工精度變化較劇烈;第二階段則受整機結構受熱傳遞緩慢與外部環境熱源之結構基底變形影響。
熱變位補償STD 標準版依上述電腦模擬、實機量測與切削測驗等結果彙整建立整機熱變位方程式,以不需額外安裝感測元件方式以估算刀具與工件之相對變位量,再將其反向作為機能補償值輸入CNC 控制器驅動對應軸向移動進行補償以維持加工精度。補償模式上,暫態尺寸變化大之第一階段採短時補償控制模式,短時間頻繁補償維持工件精度;而穩態尺寸變化之第二階段之補償頻率較低,以漸進緩慢補償結構所產生之熱變形影響。廠內車床測試有無熱變位補償STD 機能對工件外徑尺寸變化之影響,結果如圖3 所示:無熱變位補償STD 標準版機能之外徑尺寸隨時間逐漸增大,而開啟機能後能有效將工件尺寸控制在一定範圍,有效提高加工精度穩定性。
圖3、廠內車床驗證有無熱變位補償STD 標準版結果比較
三、客戶端應用案例
廠內實測確認熱變位補償STD 標準版機能之加工精度與穩定性後,進行客戶端各式加工樣態測試驗證,外徑加工之工件尺寸變化結果如圖4 所示,其結果與廠內測試結果相近,無機能案例之工件外徑尺寸隨時間逐漸變大;而開啟機能則能長時間將外徑尺寸控制在一定範圍內,說明車床熱變位補償STD 標準版可有效補償CNC 車床整機熱變位,且維持機台長時間之加工精度穩定性。
圖4、客戶端實測驗證有無熱變位補償STD 標準版結果比較
四、結論
台中精機具備專業研發技術團隊,輔以電腦模擬與精密量測設備持續開發智慧化技術,目標提升機台長時間加工精度之穩定性,希望藉此“車床熱變位補償STD 標準版”機能研究與應用,達到降低操作人員補正頻率,進而提高客戶整體加工效率、產品品質與產量之價值。
車床熱變位補償STD 標準版
Functional Introduction and Practical Applications
2026/04/14